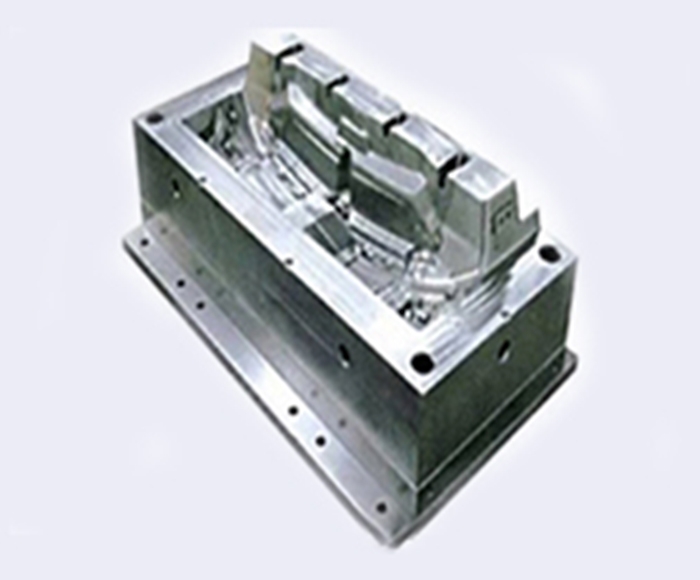
鋁壓鑄模具是鑄造金屬零部件的(de)一種工具, 一種在專用(yòng)的(de)壓鑄模鍛機上完成壓鑄工藝的(de)工具。壓鑄的(de)基本工藝過程是:金屬液先低速或高(gāo)速鑄造充型進模具的(de)型腔内,模具有活動的(de)型腔面,它随著(zhe)金屬液的(de)冷(lěng)卻過程加壓鍛造,既消除毛坯的(de)縮孔縮松缺陷,也(yě)使毛坯的(de)内部組織達到鍛态的(de)破碎晶粒。毛坯的(de)綜合機械性能得(de)到顯著的(de)提高(gāo)。
壓鑄材料、壓鑄機、模具是壓鑄生産的(de)三大(dà)要素,缺一不可(kě)。所謂壓鑄工藝就是将這(zhè)三大(dà)要素有機地加以綜合運用(yòng),使能穩定地有節奏地和(hé)高(gāo)效地生産出外觀、内在質量好的(de)、尺寸符合圖樣或協議(yì)規定要求的(de)合格鑄件,甚至優質鑄件的(de)過程
壓鑄模具表面溫度的(de)控制對(duì)生産高(gāo)質量的(de)壓鑄件來(lái)說,是非常重要的(de)。不平均或不适當的(de)壓鑄模具溫度亦會導緻鑄件尺寸不穩定,在生産過程中頂出鑄件變形,産生熱(rè)壓力、粘模、表面凹陷、内縮孔及熱(rè)泡等缺陷。模溫差異較大(dà)時(shí),對(duì)生産周期中的(de)變量,如填充時(shí)間、冷(lěng)卻時(shí)間及噴塗時(shí)間等産生不同程度的(de)影(yǐng)響。
1).冷(lěng)紋:
原因:熔湯前端的(de)溫度太低,相疊時(shí)有痕迹
改善方法:
1.檢查壁厚是否太薄(設計或制造) ,較薄的(de)區(qū)域應直接充填
2.檢查形狀是否不易充填;距離太遠(yuǎn)、封閉區(qū)域(如鳍片(fin) 、凸起) 、被阻擋區(qū)域、圓角太小等均不易充填.并注意是否有肋點或冷(lěng)點
3.縮短充填時(shí)間,縮短充填時(shí)間的(de)方法
13007517293
地址:鄭州市高(gāo)新技術開發區(qū)電子科技産業園嘉圖置業8号樓一單元101室 營業執照(zhào)信息公示